咨询热线:18325489525
咨询热线:18325489525
咨询热线:18325489525

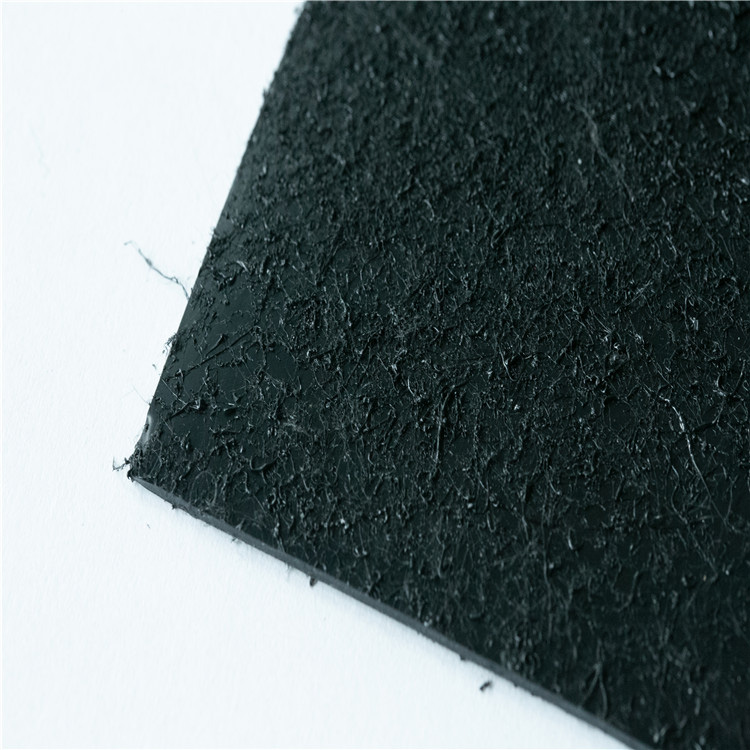
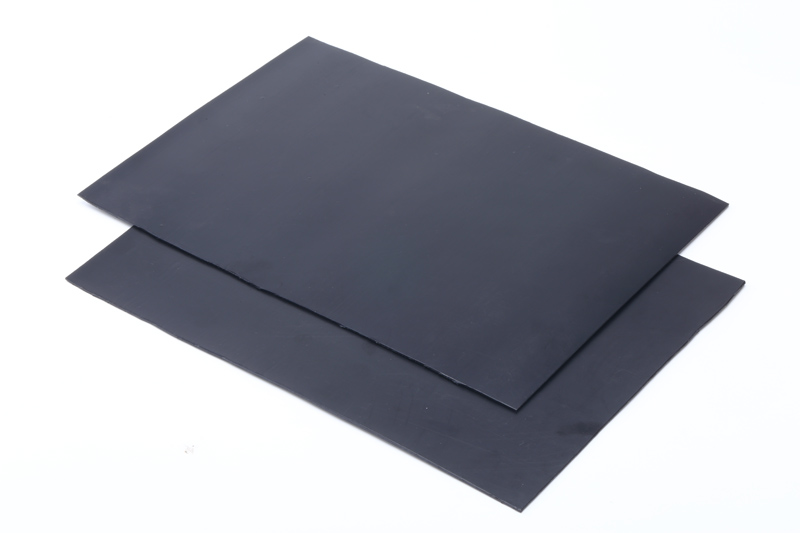
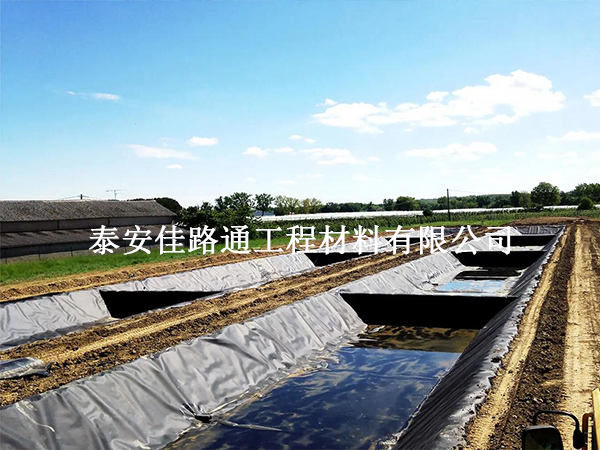
养殖防渗膜(如HDPE土工膜)在长期使用中易因尖锐物、机械挤压或老化出现破损,及时修复是保障养殖池防渗性能的核心。本文从精准定位、材料适配、工艺优化、验收闭环四方面,总结高效修复技巧,助力养殖工程“零渗漏”运行。
一、精准定位:从“模糊判断”到“数据量化”
1、破损类型识别
机械损伤:划痕、刺穿(如树枝、石块导致),破损边缘整齐,可通过目视+探针检测。
老化破损:膜面龟裂、脆化,需结合使用年限(如超过5年)与环境(高温、强紫外线)综合判断。
2、破损程度量化
小面积破损:直径≤50mm,可采用局部修补。
大面积破损:直径>50mm或贯穿性损伤,需切除破损段后重新焊接。
3、辅助检测工具
使用电火花检测仪(测试电压≥15kV/mm)全覆盖扫描,定位隐蔽破损点。
无人机航拍+热成像技术,快速识别大面积膜面变形或薄弱区域。
二、材料适配:从“通用修补”到“精准匹配”
1、修复材料选择
同材质补丁:优先选用与原膜材质、厚度相同的HDPE膜,确保热熔焊接兼容性。
胶粘剂:针对特殊环境(如低温、强酸碱),可选用专用双组份聚氨酯胶,但需验证与膜材的粘结强度。
2、材料预处理
补丁膜需提前预热至40-50℃,提高焊接融合度。
胶粘剂需按比例调配,静置排气后使用,避免气泡导致粘结失效。
三、工艺优化:从“经验施工”到“标准化操作”
1、小面积破损修复
清洁处理:用砂纸打磨破损边缘,去除氧化层,酒精擦拭至无尘。
补丁覆盖:补丁面积≥破损区4倍,采用“十字交叉”固定法,防止焊接时移位。
热熔焊接:温度280-320℃,速度≤0.2m/min,焊缝宽度≥10cm,抗拉强度≥母材70%。
2、大面积破损修复
切除破损段:沿破损边缘外扩5cm切割,确保无残留裂纹。
重新焊接:采用双轨热熔焊机,焊缝间距≤10cm,焊后进行真空检测(真空度≥-0.08MPa)。
锚固加固:修复段周边锚固钉间距加密至0.5m,防止二次撕裂。
3、特殊环境修复
低温环境:焊接温度提高至350℃,焊接后覆盖保温棉,加速冷却固化。
水下修复:采用水下专用胶粘剂,配合潜水员操作,修复后需进行压力测试(0.05MPa,24小时无泄漏)。
四、验收闭环:从“表面检查”到“数据验证”
1、气密性检测
真空检测:修复区真空度≥-0.08MPa,保持20秒无气泡,重点检查焊缝与补丁边缘。
压力测试:充水至设计水位,48小时水位下降率≤0.5%/d,检测修复区密封性。
2、完整性检测
电火花检测:测试电压≥18kV/mm,全覆盖扫描修复区,无击穿报警。
拉拔测试:随机抽取修复焊缝进行抗拉测试,强度需≥母材60%。
3、档案留存
修复过程需留存高清影像,记录破损位置、修复工艺、检测数据,便于追溯。
养殖防渗膜破损修复需以“精准定位、材料适配、工艺优化、验收闭环”为原则,摒弃“经验主义”,转向“数据化、标准化”管理。通过科学修复,可显著延长防渗膜使用寿命,为养殖工程提供可靠保障。
电话:18325489525 (张经理)座机:0538-8660008
邮箱:tsjialutong@126.com
网址:www.sdxinzhiyuan.com
地址:泰安高新区北集坡街道办事处西百子坡村

版权所有 © 2022-2028 鑫之源 保留一切权利