咨询热线:18325489525
咨询热线:18325489525
咨询热线:18325489525

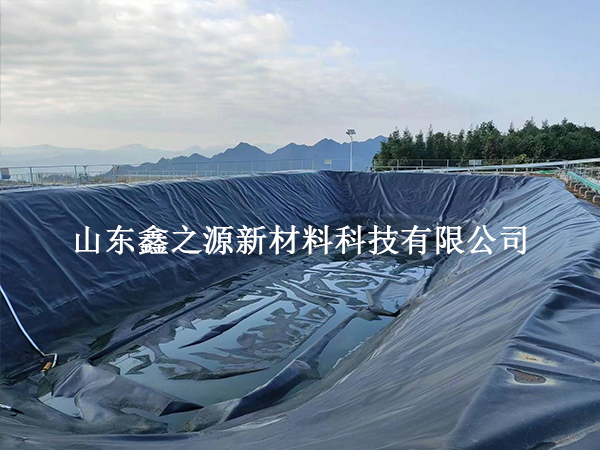
防渗膜工程干得好不好,不看膜铺得多平整,主要看焊缝行不行。蓄水池长期泡水,接缝一旦渗漏,维修成本高得吓人。今天把焊接环节最容易踩的坑和对应的处理技巧讲清楚,干过没干过的都能用上。
膜面清理是第一道门槛
焊缝出问题,一半以上是膜面没处理好。沙土、露水、油污混在一起,热熔的时候根本融不到一块儿,焊出来的缝表面看着连上了,里面全是虚焊。
正确做法是焊接前用干棉布沿焊缝方向反复擦,擦到布面上没有灰印为止。膜上有水的话先用干布吸干,再用热风枪吹一遍。搭接区域两侧都要擦,别只擦一面。清理完的膜面不能再踩,踩脏了就得重新来。
搭接边处理直接影响焊缝质量
两片膜搭在一起,上层膜的边缘如果毛糙不平,贴合就不紧密,焊接时中间容易夹气。
用美工刀把搭接边修整齐,修的时候带一个小角度的斜面,这样两层膜压在一起能贴得更实。修完的废料随手收走,别留在施工面上,扎破膜就麻烦了。
温度和速度要提前试好
双轨热熔焊机开机后别急着上正活,先在废料上试焊一段。温度设定要看膜材种类,HDPE膜一般把加热板温度调到膜材熔点稍高一点就行,具体按厂家给的参数表来。
行走速度跟着温度走,温度高就快一点,温度低就慢一点。判断标准很简单,看焊缝中间挤出来的熔料——连续、饱满、没有焦糊发黑,就说明参数对了。试焊段切下来用手掰一下,能掰断说明焊透了,掰不断反而说明温度不够或者速度太快。
试焊段不合格必须重新调
很多施工队为了赶进度,试焊段觉得差不多就直接干了。这是最大的隐患。
试焊段要做剥离测试,把焊缝撕开看截面,两层膜有没有真正融在一起。如果中间有明显分界线,说明热熔不充分,必须调高温度或者放慢速度,直到试焊段合格再大面积施工。天气变化大的时候,上午和下午的温度不一样,参数也得跟着微调。
T型接缝和十字接缝要特殊处理
直缝焊好了不代表T型缝就没问题。池底和池壁交接的地方,膜材从平面转到立面,弯折处最容易起皱、脱开。
T型缝先用手持焊枪把交叉点补一遍,把三层膜交汇的地方焊实,再用双轨焊机走主缝。十字缝四个方向都要焊到,不能漏。转角部位提前用热风枪把膜烤软,趁软贴平压实再焊,硬拉着焊出来的缝全是褶皱,强度根本不够。
焊完不检等于白焊
焊缝完成后先做目视检查,沿着焊缝走一遍,看有没有漏焊、跳焊、烧穿的地方。发现问题当场补焊,别想着后面统一处理。
更可靠的是做充气检测。把焊缝两端用胶带封死,往中间打气加压,观察气压能不能稳住。气压往下掉就说明有漏点,用肥皂水涂在焊缝上,起泡的地方就是漏洞,做好标记重新焊。蓄水池这种结构,这一步省不得。
雨天和大风天的应对
施工现场最怕突降大雨和刮大风。膜面一旦淋湿,必须等彻底干透才能焊接,湿膜直接焊就是在赌运气。
大风天膜材容易被吹起来移位,搭接边对不准。风力大的时候先用沙袋把膜压住,等风小了再焊。已经焊好的焊缝也要检查有没有被风掀开,及时加固。
写在最后
焊接这事没有捷径,就是把清理、修边、试焊、参数校准、焊后检测每一步都做到位。看似繁琐,其实熟练之后一气呵成,返工率反而最低。干防渗工程的兄弟,与其出了问题再补救,不如一开始就把细节卡死。
电话:18325489525 (张经理)座机:0538-8660008
邮箱:tsjialutong@126.com
网址:www.sdxinzhiyuan.com
地址:泰安高新区北集坡街道办事处西百子坡村

版权所有 © 2022-2028 鑫之源 保留一切权利